


Tous les produits
-
moulage par injection des véhicules à moteur
-
moulage par injection de précision
-
Moulages par injection en plastique
-
Moulage par injection chaud de coureur
-
Moulage par injection froid de coureur
-
Double moulage par injection
-
moulage par injection simple de cavité
-
Soufflage de corps creux en plastique
-
Moulage par injection fait sur commande
-
Moules de cas de téléphone
-
insérez le moulage par injection
-
La lingotière de moulage mécanique sous pression
-
Moulage par injection multi de cavité
-
Moule des produits
-
Pièces de usinage de commande numérique par ordinateur
Personne à contacter :
wang
Numéro de téléphone :
13922546862
WhatsApp :
+8613922546862
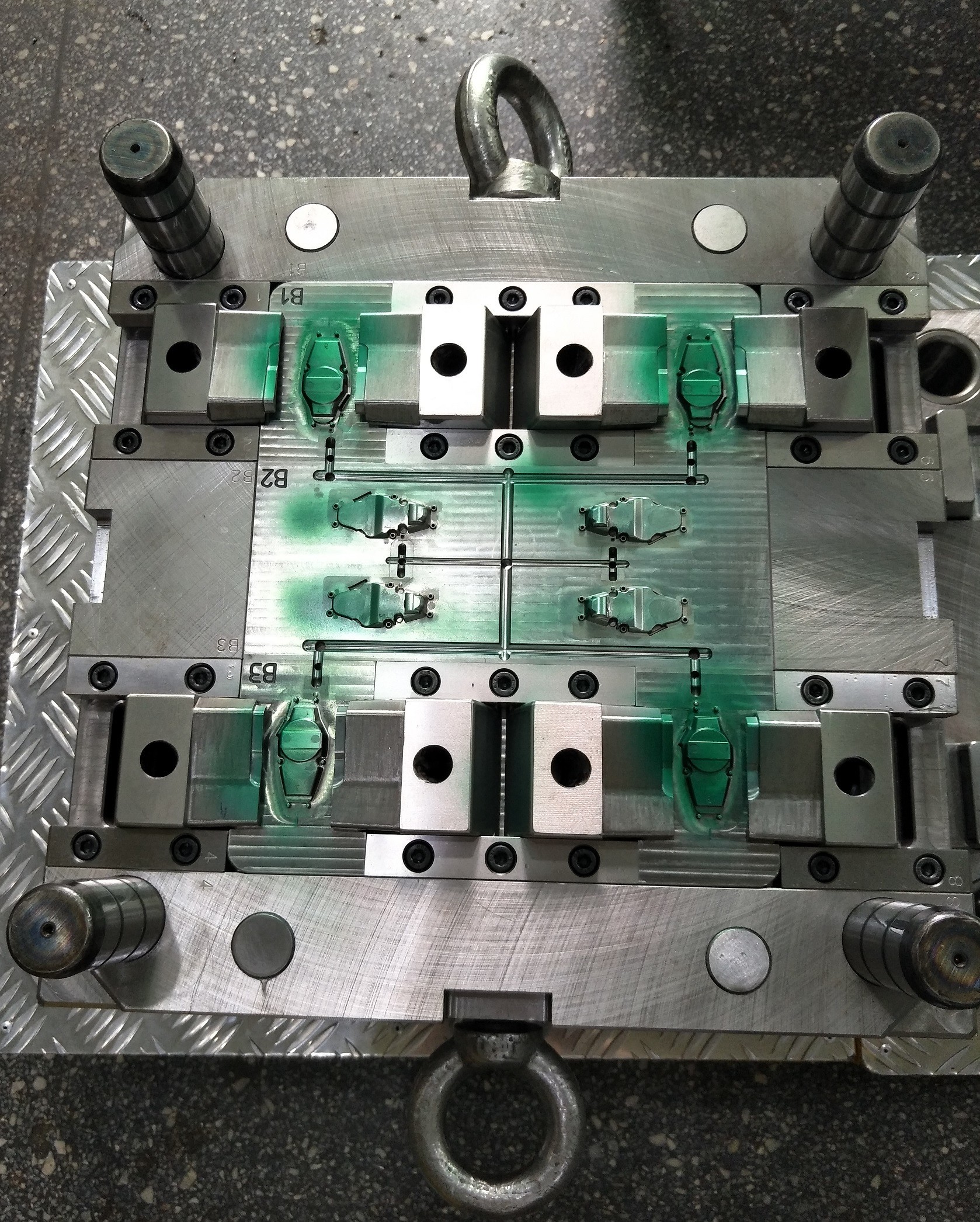
HASCO Hot Runner Injection Mold 3 Plate Tool LKM Base Molding Tool

| Lieu d'origine | Donguan, Chine |
|---|---|
| Nom de marque | WEIYU |
| Certification | ISO9001:2008 |
| Numéro de modèle | WY-HRPIM-1 |
| Quantité de commande min | 1 jeu |
| Prix | USD:5000~15000 PER MOLD |
| Détails d'emballage | Boîte en bois avec le cadre en acier |
| Délai de livraison | 30T1 |
| Conditions de paiement | T/T, L/C, Western Union, MoneyGram |
| Capacité d'approvisionnement | 50 ensembles/mois |
Détails sur le produit
| Matériel | ABS/PC/PP/PA66+15%GF/ABS+PC | Logiciel de conception | UG.PROE.CAD,CAXA.ETC..... |
|---|---|---|---|
| Fond de moule | LKM | Norme de moule | HASCO ou télémètre radar |
| Coureur | Chaud/froid | Matériau du moule | P20.2311.2343.S136H.NAK80.8407 |
| Surligner | Moulage par injection à canaux chauds HASCO,Moulage par injection à canaux chauds LKM,Moulage par injection à cavité à 3 plaques |
||
Description de produit
Moulage par injection de canaux chauds / Outil de moulage par injection de plastique PE, PU, PVC
1 .Matière plastique : PP, PC, PS, PE, PU, PVC, ABS, PMMA ect
2 .Moulage par injection de plastique à canaux chauds
3 .Cavité : simple/multiple
4 .Base : LKM, HASCO, etc.
La description:
|
Nom |
Moulage par injection de plastique à canaux chauds |
|
Matériel de moulage |
2738,718,718H,2344,2316,S136, NAK80, SKD61 et etc. |
|
Matériau plastique |
PP, ABS, PC, PVC, HDPE, PE, LDPE, PU, PMMA, PA66 + GF et ainsi de suite. |
|
Fond de moule |
#45.LKM, norme LYM |
|
Dureté |
28-50HRC |
|
Coureur chaud de moule |
YUDO, ruuner chaud chinois, selon les clients |
|
Délai d'outillage |
30-60 jours de travail |
|
Durée de vie du moule |
500 000 à 1 000 000 coups |
|
Pièces de rechange |
HASCO, DME et etc. |
|
Logiciel de conception |
UG, PROE, CAO |
|
Emballage |
Boîte en bois avec cadre en acier |
Applications:
Ce type de moule peut être utilisé de manière économique pour économiser de la matière et améliorer considérablement les déchets de matière plastique, en particulier pour la production de masse en grande quantité.
Caractéristiques:
|
Échantillon/dessin |
Nous avons besoin de vous, exigez clairement |
|
Négociation |
Acier, cavités, prix, délai de livraison, conditions de paiement, expédition. |
|
Passer la commande |
Après toute commande confirmée et nécessite généralement un acompte de 50% |
|
Recherche et développement |
Nous fournissons la conception de pièces et de structures de moules |
|
Usinage |
CNC, EDM, etc. |
|
Essai |
Tester le moule pour s'assurer que tout va bien. |
|
Échantillons |
Nous envoyons des échantillons pour les clients vérifiant |
|
Solde |
Après toute confirmation, le client nous envoie le solde avant expédition |
|
Livraison |
Livrer le moule avec une caisse en bois après que le client ait confirmé le moule et les échantillons, organiser l'expédition |
MOULES À CANAUX CHAUDS
Souvent appelés systèmes de moulage sans canaux ou de collecteurs chauds, les moules à canaux chauds décrivent un ensemble de dispositifs de chauffage à contrôle de température installés dans le moule.Le but d'un système d'injection à canaux chauds est de maintenir un flux de plastique ou de caoutchouc fondu de la buse de la machine de moulage par injection à la porte dans un moule à injection de plastique - en maintenant le canal au-dessus du point de fusion du plastique.
Les systèmes de moulage à canaux chauds se composent de deux plaques chauffées par un système de collecteur à l'intérieur de la moitié du moule qui envoie le matériau fondu aux buses, qui alimentent les cavités de la pièce.Le système se compose de deux parties : le collecteur chaud et les gouttes.Le collecteur déplace le caoutchouc sur un seul plan et parallèlement à la ligne de séparation vers un emplacement au-dessus de la cavité.Positionnées perpendiculairement au collecteur, les gouttes déplacent le caoutchouc du collecteur vers le composant.
produits recommandés